How Can We Help?
These special instructions are for properly cleaning and grinding AceCo’s EVO 3 coated finger joint knives. Before reading the guidelines, however, please familiarize yourself with the article on Sharpening Finger Joint Cutters in the technical section on this site. The article provides the step by step platform for how to correctly sharpen AceCo knives- both High-Speed Steel and EVO 3.
EVO 3 high-performance coated knives have the same geometry and tolerances as the standard AceCo M2 High-Speed Steel finger joint knives. EVO 3 is a very thin deposition coating that allows the knife to hold sharpness longer and pass through wood with lower friction. Special care must be taken to ensure that the coating is not compromised in the cleaning process.
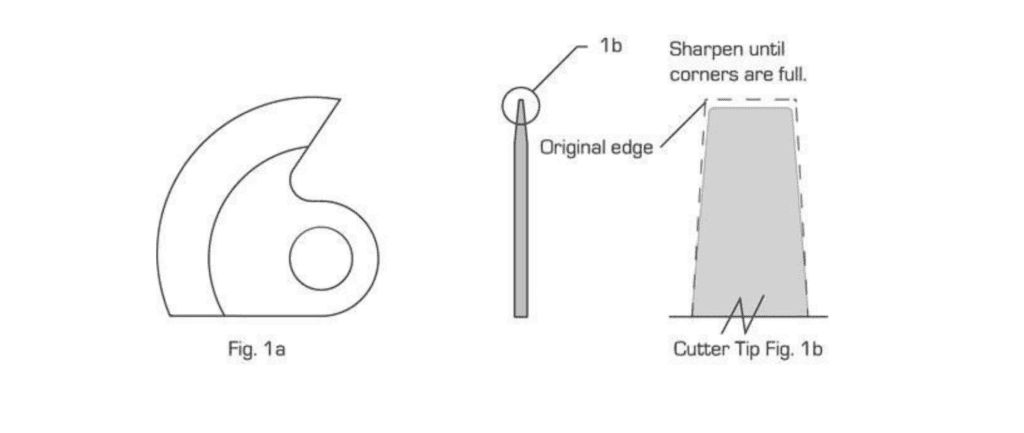
It is necessary to use a finer grit wheel when grinding EVO 3. AceCo recommends a CBN wheel with a minimum of 220 grit. It is recommended to use less grinding wheel pressure and more passes for EVO 3 knives than when grinding standard HSS knives. The intended outcome is to create a distinct “full” corner at the tip of the knife without creating heat or pressure that can damage the coating.
Cleaning
- Dirty heads with dull knives should be soaked in a cleaner to remove pitch accumulation.
- Do not use abrasives or metal object to scrape away pitch.
- AceCo recommends using Blade Clean cleaning solution.
- Using an ultrasonic tank with Blade Clean has proven to be most effective.
- It is imperative to maintain the PH balance in the soaking tank.
- Clean and dry the tool and knives with compressed air.
- Be sure to close the grease relief ports before soaking.
Grinding
- Grinding speed across the cutters should be slow and constant in both directions of travel.
- When using a fine-grit wheel, in-feed and traverse speeds need to be decreased to avoid heat damage to the tips of the cutters. Fine grit wheels cut much slower than coarse grit wheels.
- Cutters must be kept cool during the grinding process. If the cutters become warm to the touch during the grinding process, too much heat is being generated.
- Use of a good quality synthetic water-based coolant for grinding is always advisable. Coolant should be directed at the point of contact with the wheel.
- It will be necessary to clean the CBN wheel with an aluminum oxide cleaning stick. This will keep the CBN wheel clean and sharp.
Material Removal Rate
- Before grinding, it is helpful to blacken the knife faces with a magic marker. This will help the Grinderman determine that all knives are posted correctly and are being simultaneously ground.
- It is good practice to examine the cutter faces after multiple passes with a hand-held 10X loop to ensure the knife corners have been ground back to complete, sharp, crisp corners. The process is complete when the corners are full and square. If there is a buildup of material at the edges, a burr, there is too much wheel pressure and/or too high feed speed. Rolled material and corresponding heat transfer will diminish the coating properties of EVO 3 knives.
- Recommended minimum total material removal should be approximately .005” to .006” from the tip and .002” .003” at the base of the knife to maintain proper hook angle. To ensure accuracy, the hook angle should be checked with an AceCo hook gage at both the top and bottom of cutter stacks several times throughout the grinding process.
- It is necessary to use a slow feed rate in both grinding directions to avoid damage or chipping of the EVO 3 coating. This is especially important with the first and second passes.
Posting and Balancing
- It is recommended that the cutters be reposted, using the setup stand, when the cutters are .025” from the alignment posts. This should be done before grinding.
- Using EVO 3 knives typically requires that the heads be torn down and the cutter stacks cross-balanced approximately every month or after 5 grinds, depending on use.
- Dynamic balancing, when available, can be done at each grinding, eliminating the need to tear down the head at scheduled intervals.
Other Recommendations:
- AceCo recommends the use of a wood cutting lubrication system when using coated knives. These systems help prevent pitch from building on the cutters, reduce heat buildup, and extend run times on the knives.